Nội dung bài báo đề cập đến ảnh hưởng của nhiệt độ thiêu kết, thời gian thiêu kết, áp lực cán đến độ xốp và khả năng bám dính giữa hai lớp, từ đó đưa ra được quy trình công nghệ hợp lý tạo ra băng bimetal đạt yêu cầu chất lượng với tỉ lệ phế phẩm thấp nhất.
Preparation of bimetallic bearing of system BCuSn6Zn6Pb3-08s steel
Nguyễn Minh Đạt1, Hoàng Ánh Quang2
1. Viện khoa học và công nghệ Mỏ-Luyện kim, 2. Trường Đại học Công nghiệp Thái Nguyên
(Nhận bài ngày 17/11/2011, duyệt đăng ngày 15/01/2012)
Tóm Tắt
Độ xốp, độ bền liên kết là hai thông số chủ yếu đánh giá độ bền vật liệu bimetal. Bài báo đề cập ảnh hưởng của nhiệt độ, thời gian thiêu kết và áp lực cán tới hai thông số trên. Đồng thời đã thử nghiệm độ bền mòn của chi tiết bạc nhíp Φ32xΦ38xL88 chế tạo từ băng bimetal dạng này. Nhờ vậy đã hoàn thiện công nghệ chế tạo bạc lót hai lớp sản xuất trong nước theo công nghệ luyện kim bột.
Từ khóa: Bạc hai lớp, hợp kim đồng, nền thép
Abstract
The interfacial porosity and coherent endurance are two important parameters of the bimetal. So the its influence of temperature, heating time and roling pressure are researched. The abrasion of bimetallic spring f32xf38xL88 is estimated. The achieved results are applied to improve domestic bimetallic products with powder technology.
Key words: Bimetal, bearing, spring, steel
1. Đặt Vấn Đề
Đa số bạc trượt của các máy móc động lực, động cơ ô tô, thiết bị công nghiệp hiện nay đều được chế tạo từ vật liệu tổ hợp hai lớp (bimetal) thay cho các hợp kim đơn lớp, do chúng tích hợp được những tính năng kỹ thuật vừa chịu mài mòn cao vừa chịu tải trọng lớn mà kích thước hình học lại giảm thiểu rất đáng kể, điều đó làm cho thiết bị và máy móc ngày càng nhỏ gọn, giảm chi phí sản xuất và tiêu hao nguyên vật liệu quý hiếm.
Về phía các nhà sản xuất hiện có Công ty Cổ phần Cơ khí ô tô Ngô Gia Tự là một trong những doanh nghiệp đi đầu triển khai công nghệ cán dính tạo băng bimetal và bạc trượt ô tô ngay từ những năm 1985. Gần đây, Công ty đã nhập một dây chuyền thiết bị từ Trung Quốc nhằm sản xuất băng bimetal theo công nghệ luyện kim bột, các thiết bị chính đã đưa vào hoạt động. Trong quá trình sản xuất còn rất nhiều vấn đề kỹ thuật cần phải giải quyết triệt để, ví dụ như: xử lý bề mặt thép trước khi rải bột, chế độ thiêu kết hay chế độ biến dạng dẻo băng, đặc biệt là khi chuyển sang sử dụng các hợp kim ổ trượt khác mà không phải do Trung Quốc chuyển giao.
Khó khăn lớn nhất hiện nay khi sản xuất bạc lót chính là ở công đoạn chế tạo băng bimetal, trong đó có hai thông số là độ xốp và khả năng bám dính giữa hai lớp gần như chưa khống chế được. Nội dung bài báo đề cập đến ảnh hưởng của nhiệt độ thiêu kết, thời gian thiêu kết, áp lực cán đến độ xốp và khả năng bám dính giữa hai lớp, từ đó đưa ra được quy trình công nghệ hợp lý tạo ra băng bimetal đạt yêu cầu chất lượng với tỉ lệ phế phẩm thấp nhất.
2. Thực Nghiệm
a. Bột BCuSn6Zn6Pb3
– Bột nguyên liệu có thành phần hóa học như sau:
| Sn, % | Zn, % | Pb, % | Tạp chất, % | Cu, % |
| 5-7 | 5-7 | 2-3 | <0,5 | Còn lại |
– Kích thước hạt: ≤100 μm,
– Khối lượng riêng của bột: 2,9 g/cm3,
– Khối lượng riêng của hợp kim: 8,74 g/cm3.
b. Thép tấm 08s
– Kích thước: 400x120x2,5mm
– Thành phần hóa học:
| C, % | Mn, % | Si, % | P, % | S, % |
| 0,05-0,11 | 0,25-0,50 | <0,25 | <0,04 | <0,035 |
c. Thiết bị thí nghiệm
Thiết bị công nghệ sử dụng là các lò thiêu kết và máy cán:



1. Lò thiêu kết thí nghiệm, 2. Lò thiêu kết bán tự động, 3. Máy cán
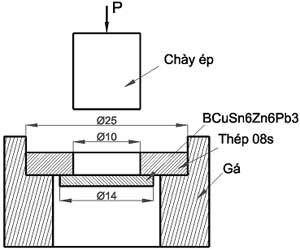
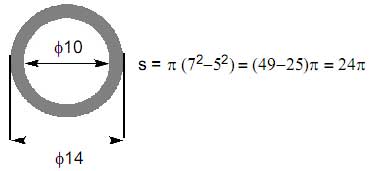
Hình 1. Sơ đồ xác định độ bền liên kết
