d. Phương pháp xác định độ xốp
Cân mẫu trong không khí xác định được trọng lượng G1 (g)
Cân mẫu trong nước xác định được trọng lượng G2 (g)
Thể tích của mẫu:
Tỷ trọng của mẫu:
Độ xốp của mẫu:
Tấm thép sau khi nắn phẳng được phun cát để làm sạch bề mặt và tăng độ nhám bề mặt. Theo sơ đồ, phần diện tích liên kết giữa hai lớp được xác định là 24π, do đó công thức xác định độ bền liên kết là:
Trong đó:
γ: Tỷ trọng thực của mẫu được xác định thông qua công thức (2)
γ0: Tỷ trọng của mẫu với độ xốp bằng 0.
e. Phương pháp xác định độ bền liên kết
Sơ đồ xác định độ bền liên kết được trình bày như hình 1, thông qua chày ép tác dụng áp lực lên lớp hợp kim đồng, áp lực P tăng dần cho tới khi lớp hợp kim đồng và lớp thép tách rời khỏi nhau, áp lực lớn nhất (Pmax) được sử dụng để xác định độ bền liên kết giữa hai lớp BCuSn6Zn6Pb3-08s.
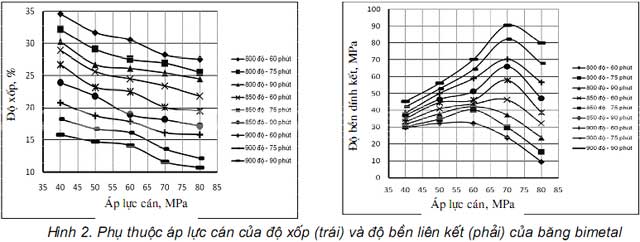
Hình 2. Phụ thuộc áp lực cán của độ xốp (trái) và độ bền liên kết (phải) của băng bimetal
| TT | Nhiệt độ (oC) | Thời gian (phút) | áp lực can (MPa) | Độ xốp (%) | Độ bền liên kết (MPa) |
| 1 | 900 | 75 | 70 | 13,6 | 82,1 |
| 2 | 900 | 90 | 70 | 11,6 | 90,5 |
Bảng 1. Chế độ công nghệ cho chi tiết bạc B6: Φ32xΦ38xL88
| TT | Nhiệt độ (oC) | Thời gian (phút) | áp lực can (MPa) | Độ xốp (%) | Độ bền liên kết (MPa) |
| 1 | 850 | 75 | 60 | 22,5 | 46,2 |
| 2 | 850 | 60 | 70 | 23,4 | 46,3 |
Bảng 2. Chế độ công nghệ cho chi tiết bạc B13: Φ20xΦ25×20
3. Kết Quả Và Thảo Luận
3.1. Nghiên cứu xác lập các thông số công nghệ chế tạo băng bimetal
Khoảng khảo sát các thông số công nghệ như sau:
Nhiệt độ thiêu kết: 800 – 900 oC,
Thời gian thiêu kết: 60 – 90 phút,
Áp lực cán: 40 – 80 MPa.
Các kết quả nghiên cứu được tổng hợp trên các đồ thị ở hình 2.
Đối với vật liệu xốp tự bôi trơn, độ xốp thường trong khoảng 12÷25%, tùy vào từng trường hợp cụ thể mà lựa chọn độ xốp cho phù hợp, khi chịu tải lớn với tốc độ chậm thì cần chọn độ xốp nhỏ để nâng cao độ bền và khả năng chịu tải của chi tiết, khi chịu tải nhỏ với tốc độ lớn thì phải chọn độ xốp lớn để đảm bảo khả năng tự bôi trơn. ở tất cả nhiệt độ và thời gian thiêu kết, áp lực cán quá lớn (80 MPa) sẽ dẫn tới làm dạn lớp hợp kim đồng làm cho độ bền liên kết giảm xuống, khi thiêu kết ở (850÷900) oC, nếu áp lực cán > (65÷70) MPa thì độ bền liên kết bắt đầu giảm, vì vậy trong các quy trình công nghệ không nên sử dụng áp lực cán >70 MPa. Với áp lực cán <(45÷50) MPa thì độ bền liên kết chưa đạt được giá trị cao nhất, vì vậy phải sử dụng áp lực cán > 50 MPa.
