Bảng 3. Kết quả kiểm tra độ xốp sản phẩm băng bimetal làm bạc nhíp
a) Băng trước khi biến dạng
|
TTT |
1 | 2 | 3 | 4 | 5 |
| Quy cách sản phẩm | 450 x 120 x 3,67 | ||||
| Độ xốp, % | 24,4 | 26,3 | 22,3 | 25,8 | 25,5 |
| Độ cứng, HB | 44 | 41 | 43 | 44 | 43 |
| Độ xốp TB, % | 24,9 | ||||
| Độ cứng TB, HB | 43 | ||||
b) Băng sau biến dạng
|
TTT |
1 | 2 | 3 | 4 | 5 |
| Quy cách sản phẩm | 550 x 120 x 3,15 | ||||
| Độ xốp, % | 12,9 | 13,7 | 12,5 | 14,1 | 13,9 |
| Độ cứng, HB | 62 | 57 | 62 | 63 | 63 |
| Độ xốp TB, % | 13,4 | ||||
| Độ cứng TB, HB | 61,4 | ||||
Như vậy, áp lực cán nên dùng nằm trong khoảng (50÷70) MPa. Với phân tích ở trên, đã đề xuất chế độ công nghệ cho chi tiết bạc nhíp (B6:Φ32xΦ38xL88, B4: Φ25xΦ31xL68) và bạc trục bánh răng trung gian (B13: (Φ20xΦ25×20). Với bạc B6, chịu tải lớn, tốc độ chậm, chọn độ xốp nhỏ (12÷5%), các thông số công nghệ nên chọn theo bảng 1. Với bạc B13, tốc độ lớn, cần bôi trơn tốt, do đó chọn độ xốp cao (20÷23%), các thông số công nghệ nên chọn theo bảng 2.
Trong bảng 3 nêu kết quả kiểm tra băng bimet- al làm bạc nhíp trước và sau biến dạng.
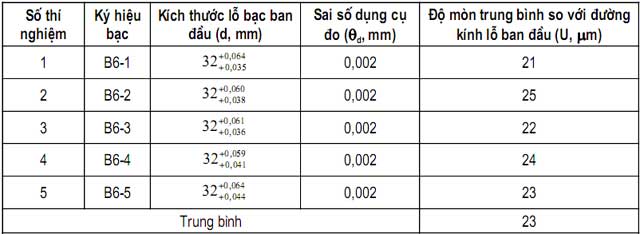
Bảng 4. Kết quả khảo sát độ bền mòn lớp hợp kim BCuSn6Zn6Pb3 bạc trượt B6, P = 400 kG
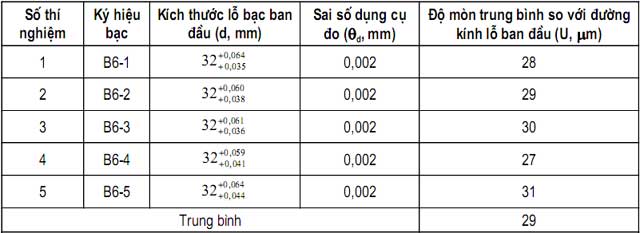
Bảng 5. Kết quả khảo sát độ bền mòn lớp hợp kim BCuSn6Zn6Pb3 bạc trượt B6, P = 800 kG
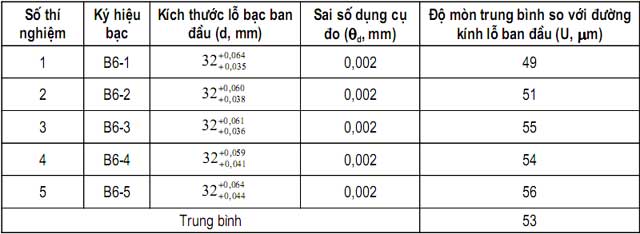
Bảng 6. Kết quả khảo sát độ bền mòn lớp hợp kim BCuSn6Zn6Pb3 bạc trượt B6, P = 1200 kG
3.2. Giám định chạy thử nghiệm bạc nhíp (D32xd38xL88)
Độ mòn là hàm số phụ thuộc vào các thông số thí nghiệm: tải trọng P, tốc độ trượt V, thời gian trượt t và độ nhớt của dầu bôi trơn. Trong các nghiên cứu mòn, đã chọn dầu bôi trơn là Castrol 2T, tốc độ trượt V = 0,837 m/s (tốc độ 500 vòng/ phút), thời gian chạy thử 200 h, tải trọng 400, 800, 1200 kG.
Kết quả khảo sát độ mòn U lớp hợp kim đồng của bạc B6, làm việc ở chế độ thử nghiệm trong quy mô phòng thí nghiệm tại Viện nghiên cứu Cơ khí như trình bày ở bảng 4, 5, 6. Nhận xét: Khi tăng tải trọng, độ mòn của lớp hợp kim tăng nhanh, với tải trọng P = 400 kG, độ mòn trung bình là 23 μm, khi tải trọng tăng lên 800 kG độ mòn tăng lên 29 μm, tải trọng P = 1200 kG độ mòn tăng mạnh đến giá trị 53 μm.
3.3. Tổ chức tế vi
Vật liệu bimetal thép 08s – hợp kim đồng BCuSn6Zn6Pb3 nhận được ở các chế độ rải bột và thiêu kết ở mức thấp (ví dụ như mẫu số 01 và 03) đã chứa trên biên giới 2 lớp một lượng lớn các “lỗ xốp đường biên” với chiều dài lên đến (100÷250) μm (hình 3 a, b), điều đó làm cho độ bền bám dính 2 lớp chỉ đạt ở mức thấp (σb.d. < 40 MPa), không khuyến dùng làm bạc trượt.
Khi tăng áp lực ép bột trên băng thép (mẫu số 04) và tăng đồng thời nhiệt độ thiêu kết (mẫu số 06) lên mức trung bình, số lượng và kích thước hình học của các “lỗ xốp đường biên” giảm rõ rệt, lỗ xốp đặc trưng phát hiện thấy ở vùng lân cận biên giới 2 lớp bimetal có kích thước lớn nhất chỉ trong khoảng từ 50 μm (hình 3c) đến cỡ ≤ 100 μm (hình 3d).
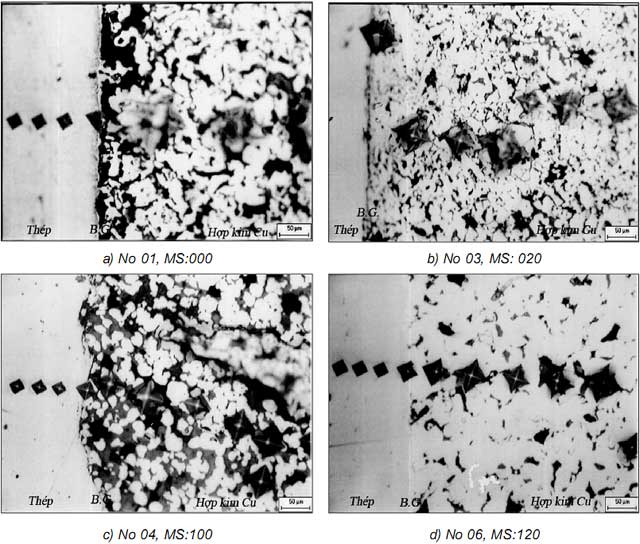
Hình 3. Tổ chức tế vi trên mẫu vật liệu bimetal thép 08s – hợp kim đồng BCuSn6Zn6Pb3 sau thiêu kết và cán
Khi tăng áp lực ép bột trên băng thép (P) và nhiệt độ thiêu kết (Tt.k.) lên mức cao nhất (mẫu số 04) hoặc tăng đồng thời P với Tt.k. lên mức trung bình và cao nhất (mẫu số 06), thì hầu như không quan sát thấy có các “lỗ xốp đường biên”, điều đó làm tăng độ bền bám dính 2 lớp vật liệu bimetal lên một cách rõ rệt (hình 3d).
4. Kết Luận
– Đã hoàn thiện quy trình công nghệ sản xuất băng bimetal cho tỉ lệ phế phẩm 1%.
– Đã xác định các thông số công nghệ cụ thể chế tạo loại bạc B6 và B13. Sản phẩm băng bimetal thu được đạt các chỉ tiêu kỹ thuật đề ra: độ xốp 13,4 %, độ cứng 61,4HB.
– Chế tạo được bạc nhíp và bạc trục bánh răng trung gian từ băng bimetal theo công nghệ đã nêu.
– Giám định chạy thử nghiệm bạc nhíp ô tô D32xd38xL88, đạt được các thông số về độ bền mòn cũng như khuyến cáo phạm vi sử dụng
Tài Liệu Trích Dẫn
- Đặng Thị Hồng Huế, Nghiên cứu công nghệ luyện kim bột tạo băng bimetal thép + hợp kim đồng, Luận văn Thạc sĩ kỹ thuật, Trường Đại học Bách khoa Hà Nội, 2002
- Hà Minh Hùng, Một số công nghệ tiên tiến tạo vật liệu hợp kim nhiều lớp làm bạc trượt đã được nghiên cứu áp dụng thử ở Việt Nam, Tạp chí Công nghiệp Việt Nam, số 13/ 1999, trang 31-34
- Hà Minh Hùng, Nghiên cứu áp dụng công nghệ luyện kim bột tạo vật liệu hợp kim nhiều lớp làm bạc trượt ở Việt Nam, Tạp chí Công nghiệp Việt Nam, số 18/1999, trang 25-28
- Trần Văn Dũng, Biến dạng tạo hình vật liệu bột và compozit hạt, NXB Bách khoa, Hà Nội, 2009 5. Randall M.German, Powder Metallurgy science, The Pennsylvania State University, 1994
